みなさん、こんにちは。農オタスタッフです。
もう昨年になるのですが、鋳物屋さんとお話する機会がありまして、
せっかくなので鋳造に関する疑問をあれこれ質問。
その中で「巣」についてのお話が個人的にはとっても面白かったので
巣についてまとめてみようと思います。
鋳造では、どんなにいい鋳造機や高度な技術を使っても
「巣(す)」と呼ばれる欠陥が発生することがあります。
巣とは、鋳物内部にできる空洞や気泡のことです。
↓こんなもの
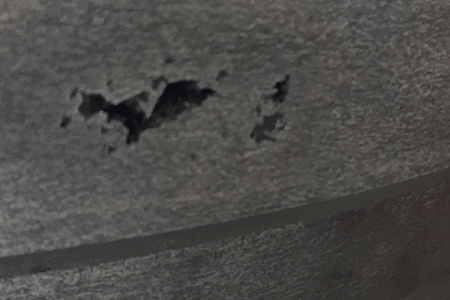

小さいものから大きいものまで様々。
外から見た目には分からなくても、
内部に空洞があるということは
強度低下や漏れなどの重大な不良につながる可能性があるということです。
鋳造金型を作っている当社としては
決して他人事ではない!
ただ正直、
鋳物の中にできる空洞なので鋳造工程でどうにか防ぐもの
と思っていました。
しかし調べてみると「型」でできる対策も多いことが分かりました。
これにはびっくり。
まずは巣について、
巣には主に「鋳巣(ちゅうす)」と「引け巣(ひけす)」の2種類があり、
それぞれ発生の仕組みと対策が異なるんだそうです。
鋳巣と引け巣の違い
鋳巣(ちゅうす)は、溶湯中に混入した空気やガスが固まる途中で抜けきれず、
内部に残ったものです。
主な原因は、溶湯の巻き込みやガス発生、あるいは湯流れの乱れです。
滝の水が滝つぼに落ちたときに空気を巻き込んで白くなりますよね?
あのイメージです。
流し込むスピードや量が多いと周りの空気を巻き込んで
内部に空気が入る、空気が外に出る前に周りの金属が固まってしまうと
空気が中に閉じ込められたままになって鋳巣になります。
一方、引け巣(ひけす)は、鋳物が冷却・凝固する際の収縮により、
金属が不足して空洞ができる現象です。
金属は冷えると体積が減りますが、溶湯の補給がうまくいかないと、
その部分が引けてすき間になります。
肉厚部や冷却の遅い箇所で起こりやすく、
こちらも製品強度に悪影響を及ぼす可能性があります。
当社でも鋳物材を加工していると
たまにポツポツとした穴(巣)が出てくることがあります。
まさに↑の写真です!
空気やガスの巻き込みかなぁと思っていたのですが、
聞いてみると「引け巣」の可能性もあるとのこと!
鋳物が冷えて固まるときに湯が外側に引っ張られて
内側に空洞ができるのだそうです。
これにはちょっとびっくり!
そして新たな疑問。
その空洞の中には何があるのだろう?
ガス?空気?それとも真空状態??
ご存じの方、教えて下さい(笑)
冷却設計の重要性
ここからが面白い話。
巣ができることを日本人が「仕方ない」で終わらせるわけがありません。
巣ができないように、鋳物屋さんだけでなく
金型にもたくさんの対策が取られています。
巣を発生させない職人技!
金型では「冷却設計」がキーになります!
金型は単に鋳物の外形を形作るだけでなく、
固化の進行をコントロールする役割も持っています。
冷却が均一でないと、一部の領域が先に固まり、
他の部分でガスや収縮空洞(引け巣)が生じます。
それを防ぐため、冷却管や冷却ピンを適切に配置し、
熱伝導率の高い部材を利用することで、
鋳物全体をバランスよく冷やす設計が重要です。
特に肉厚のある部分には集中的に冷却経路を設け、
薄肉部との差を小さくすることが、引け巣の防止につながります。
こうやって文字に書くと簡単ですが、
どのくらいの厚さの箇所にどのくらいの冷却経路を作るか、
これを判断するのが難しい!職人技が光るポイントです!
ゲート設計の工夫
もう一つ重要なのが、溶湯の流れ方を決める「ゲート設計」です。
ゲートとは、湯口からキャビティ(製品部)へ金属が流れ込む通路のこと。
流れが急すぎたり、途中で分岐して空気を巻き込むと、
ガス抜きが追いつかず鋳巣になりやすくなります。
ゲートの断面形状や位置を最適化することで、
溶湯が落ち着いてキャビティ全体へ行き渡るよう制御できます。
さらに、湯道や押湯を設けて溶湯を補給することで、
冷却中の収縮を補い、引け巣を防ぐ効果も得られます。
金型でできる主な対策
巣の発生を完全にゼロにすることは難しいですが、
金型の設計段階で多くの対策を講じることが可能なんだそうです。
代表的な手法を以下に挙げます。
-
冷却経路の最適配置:肉厚差を考慮して、温度ムラが生じないよう冷却水管や冷却ピンを設計する。
-
ゲート形状の最適化:流動解析を用い、溶湯の流れが均一で空気を巻き込まないような配置にする。
-
ガス抜き機構の強化:パーティングラインやベントを設け、気体を外へ逃がす経路を確保する。
-
押湯・補助加圧の活用:収縮を予測し、溶湯を補給できる場所を設けるか、低圧鋳造で圧力を加えて巣を抑止する。
-
材料・温度管理の徹底:溶湯温度や型温を安定させ、過熱や冷却不良を防ぐ。
普段何気なく見ている金型に
巣対策だけでこんなにたくさんの対策が考えられ、
そして盛り込まれているなんて自分の会社の製品ながら感動!
設計から改善を考える
巣の問題は、単に鋳造条件を調整するだけでは根本的に解決できません。
金型設計と成形条件、どちらも対策する必要があります。
製品形状の理解、冷却ラインの設計、ゲート位置の最適化を総合的に検討することで、
欠陥の少ない高品質な鋳物づくりが実現します。
現場で巣が見つかったとき、
単に「注湯条件を変える」「温度を上げる」だけでは限界があります。
金型の設計段階にまで原因をさかのぼり、冷却や湯流れを見直すことこそが、
品質安定につながる最も確実な対策といえます。
今回は巣について調べたこと、聞いたこと、感じたことを書いてみました。
良い鋳造品を作るのは想像以上に大変ですね(苦笑)
でもご安心ください。
当社は金型を納めた後もお客様と密にコミュニケーションを取り、
冷却回路の見直しを行うなどよりよい金型にするため
改造、改良にも対応しております。
鋳造型に関するお悩み、ご相談はこちらよりどうぞ
本日も最後までお読みいただきありがとうございました。